A summary of my research work at MIT, with most recent work first.
PhD Research (current)
My Ph.D research objective is to understand limitations in scaling up of iterative orthogonal cutting processes, such as that used in the serial sectioning of embedded tissues – a precursor to high-resolution, large volume 3D tissue imaging. I’ve narrowed the scope of my research to be specifically about the dig-in instability, a phenomenon which occurs rarely in machining but is more likely to occur in serial sectioning, microtomy, and other iterative orthogonal cutting processes. Dig-in has not received an analytical nor experimental description in the literature. Ultimately this research would be a contribution towards enabling larger volumes of synaptic-resolution brain maps, which would allow neuroscientists to better understand the mammalian brain structure and better understand the origins of cognitive function and pathology.
Serial sectioning of embedded tissues is a process whereby a tissue of interest is infiltrated with epoxy, then sliced into thin layers (from tens of nanometers up to about a micron thick); each layer is imaged with high resolution, typically a scanning electron microscope. The layers are then stacked to produced a 3D image. Larger volumes require slicing wider sections; however, attempting to scale the process up to larger volumes via a wider knife results in chatter or other cutting irregularities. When the project began, my general research question was, what is preventing the process from scaling up, and is it something we can study with the mechanical engineering toolkit? At the project outset I attempted to apply chatter stability theory from machining to serial sectioning, but the lack of the periodic input from a spindle rotation means that the process lacks a well-defined excitation, and the traditional “stability lobe” analysis no longer applies; further investigation of the underlying cutting mechanics was required.
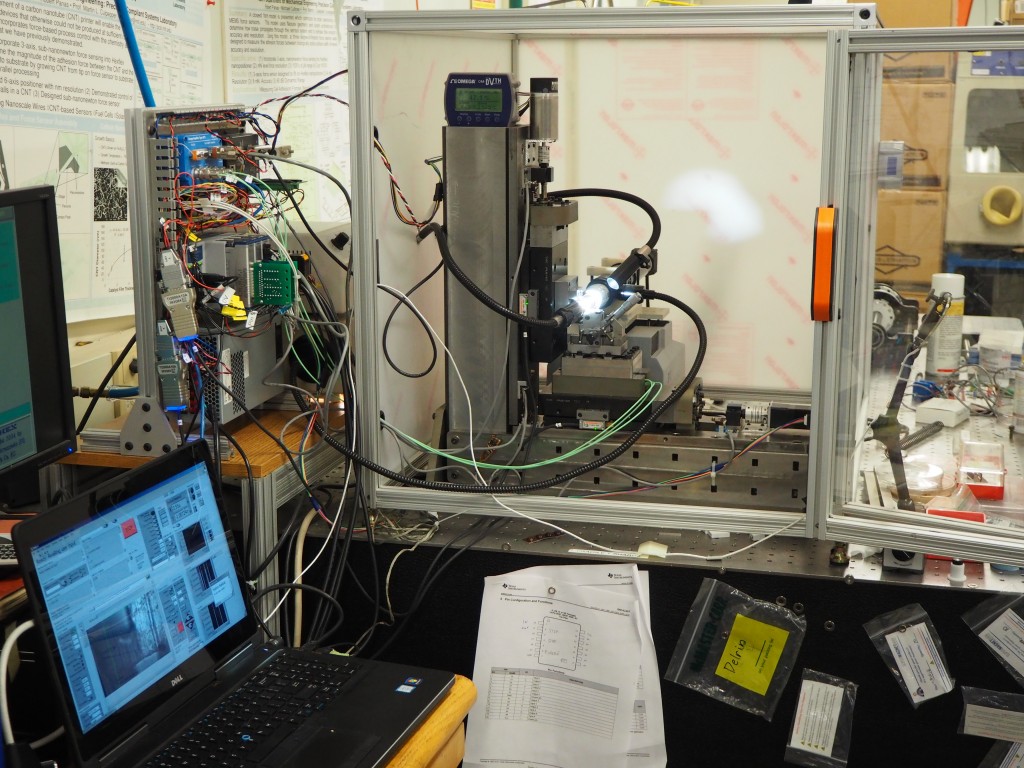
To characterize the cutting process, I’ve designed a cutting instrument equipped with high-stiffness, high sensitivity force sensors and a microscope, which enables me to observe the cutting as it takes place while measuring forces in three directions.
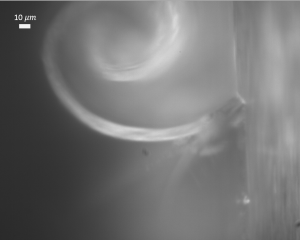
After running experiments on my instrumented cutter, I have identified the dig-in phenomenon as a likely source of instability and a root cause of other serial sectioning issues such as thick-thin cutting, or section skipping.
Ph.D – early phase
Modeling cutting mechanics to enable equipment design for nano- and micro-scale cutting of large-area embedded tissue sections (working title)



S.M. Research – tunable stiffness flexural bearings
- S.M. (2012) – Design and characterization of tunable stiffness flexural bearings
- Work done as a Draper MIT Fellow
- Flexural bearings under compression and tension will exhibit a stiffness different from their un-loaded state, and this behavior can be utilized for sensors as well as for altering dynamic behavior.

S.B. (2010): Design, fabrication, and characterization of a low-cost flexural bearing based 3D printing tool head
Design, fabrication, and characterization of a low-cost flexural bearing based 3D printing tool head
-
- Part of a modular tool system for a concept being developed for the MIT Mechanical Engineering curriculum, I developed and characterized this 3D printing tool head based on the existing RepRap extruder.
- Undergrad research (Spring 2009) – model, design and fabricate a high-performance, mm-scale valving systems for a micropower generator.
- Worked in the Precision Compliant Systems Laboratory, with a team of ~8 undergraduates, 2 graduate students and Prof. M. L. Culpepper
- My role was to investigate the role that micromilling (machining with small endmills of between 0.005″ – 0.040″ in diameter) could take for the rapid iteration of MEMS design prototypes in metals/polymers (avoiding lithographic processes and thus the associated lead times/expenses), and to be the groups’ micromilling guru